You are here
Welding conductive sheet interconnections to battery assemblies
Spot welding strips and tabs onto batteries in order to make battery interconnects and larger battery pack assemblies is a common production technique. Typically, battery interconnects are made from nickel strips, ideally designed with bifurcations and projections which are then resistance welded using parallel gap or step welding methods. For best and repeatable results, such methods rely on the quality of the weld heads, electrodes and power source.
With a constant drive to increase power handling and reduce losses, high-end battery pack manufacturers are looking for methods to attach more conductive interconnects, such as aluminium and copper, while additionally trying to reduce costs through simplifying the interconnect design. Such requirements often negate the possibility of using resistance welding methods because the interconnect is simply too conductive.

Process Overview - TIG welding with conductive battery interconnects
Micro TIG welding is a highly efficient non-contact method for generating localised heat. Like resistance welding, a controlled and therefore easily monitored current is passed into the elements to be welded. Unlike resistance welding, the heat generated is due to the resistance of the electric arc and its associated current, and hence is independent of the product conductivity. This therefore provides a highly controlled method of developing localised welding temperatures that are suitable for joining materials up to 0.5 mm in thickness onto conductive battery cans.
Process benefits
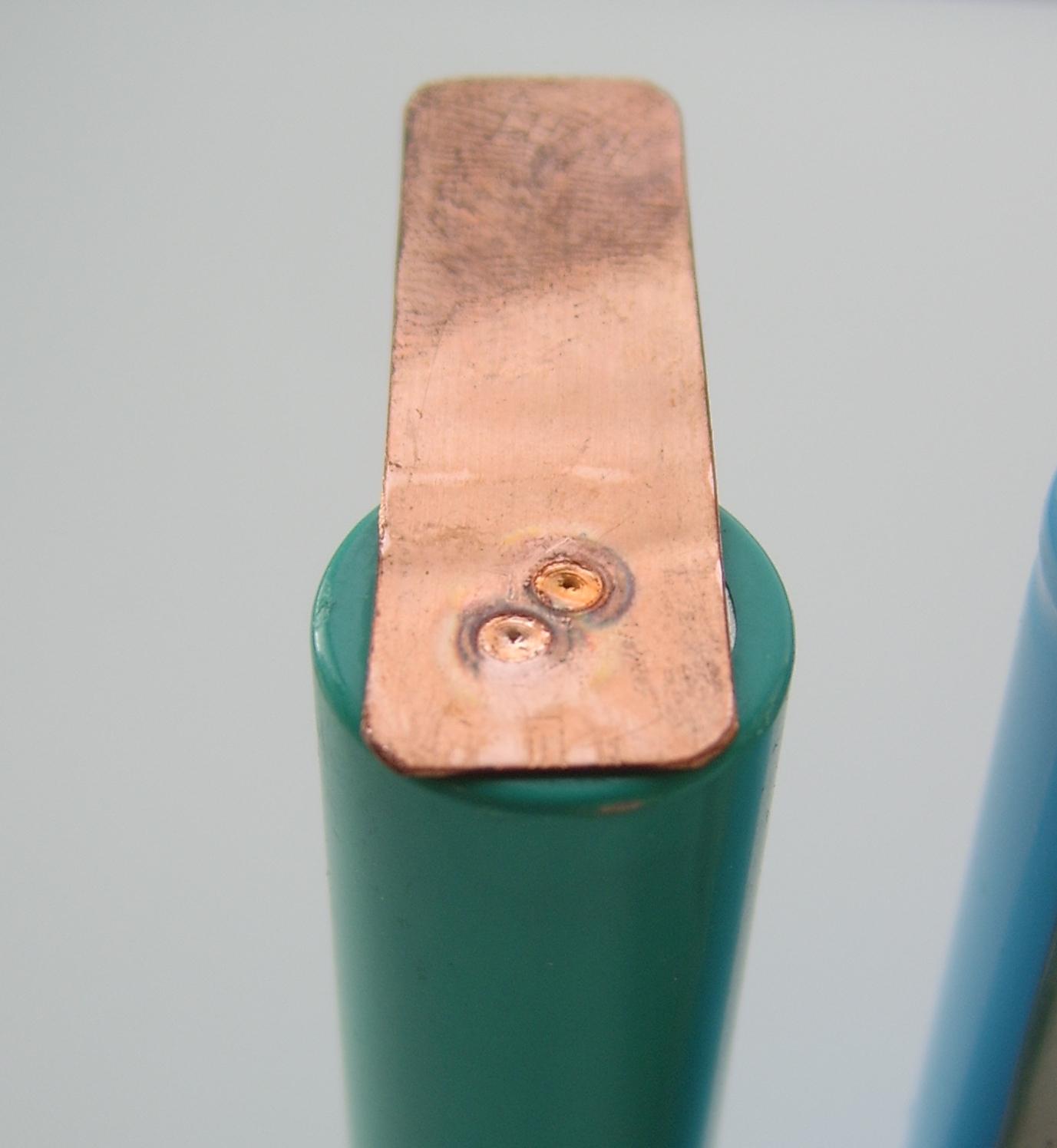
The TIG battery welding process has been tested and proven with a number of high-integrity Lithium Ion designs with excellent electrical and mechanical results, using Nickel, Aluminium and Copper flat sheets to a maximum thickness of around 0.5 mm. The high degree of control offered by the power source enables the resultant spot welds to be optimised to size while minimising battery can heat penetration.
Compared with resistance spot welding, localised heating into the battery itself is generally lower.
Battery tab TIG welding - Key process variables
Precision micro TIG welding requires a controlled current to be passed into an electric arc. The heating effect is directly proportional to the current and resistance of the arc, which itself depends upon the arc gap. With a fixed gap, the arc resistance develops a voltage across it by virtue of the welding current, This can then be used as a process monitoring variable.
MacGregor Welding Systems provides a range of closed-loop controlled current micro TIG welding units which are suitable for conductive material welding to battery packs.
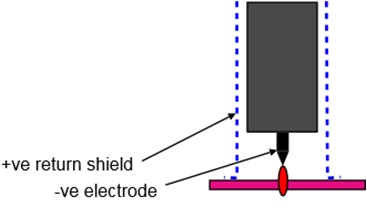
In combination with custom TIG torches that provide electrical return contacts and arc shielding, these units are readily configured for manual battery pack assembly or high volume, multi-spot battery pack assembly with automatic step and repeat torch positioning.


